工法紹介 Methods and Processes

- 保有資格
- JISステンレス溶接技能者(TN-F)6名
- JISステンレス溶接技能者(TN-P)5名
- プレス機械作業主任者 1名
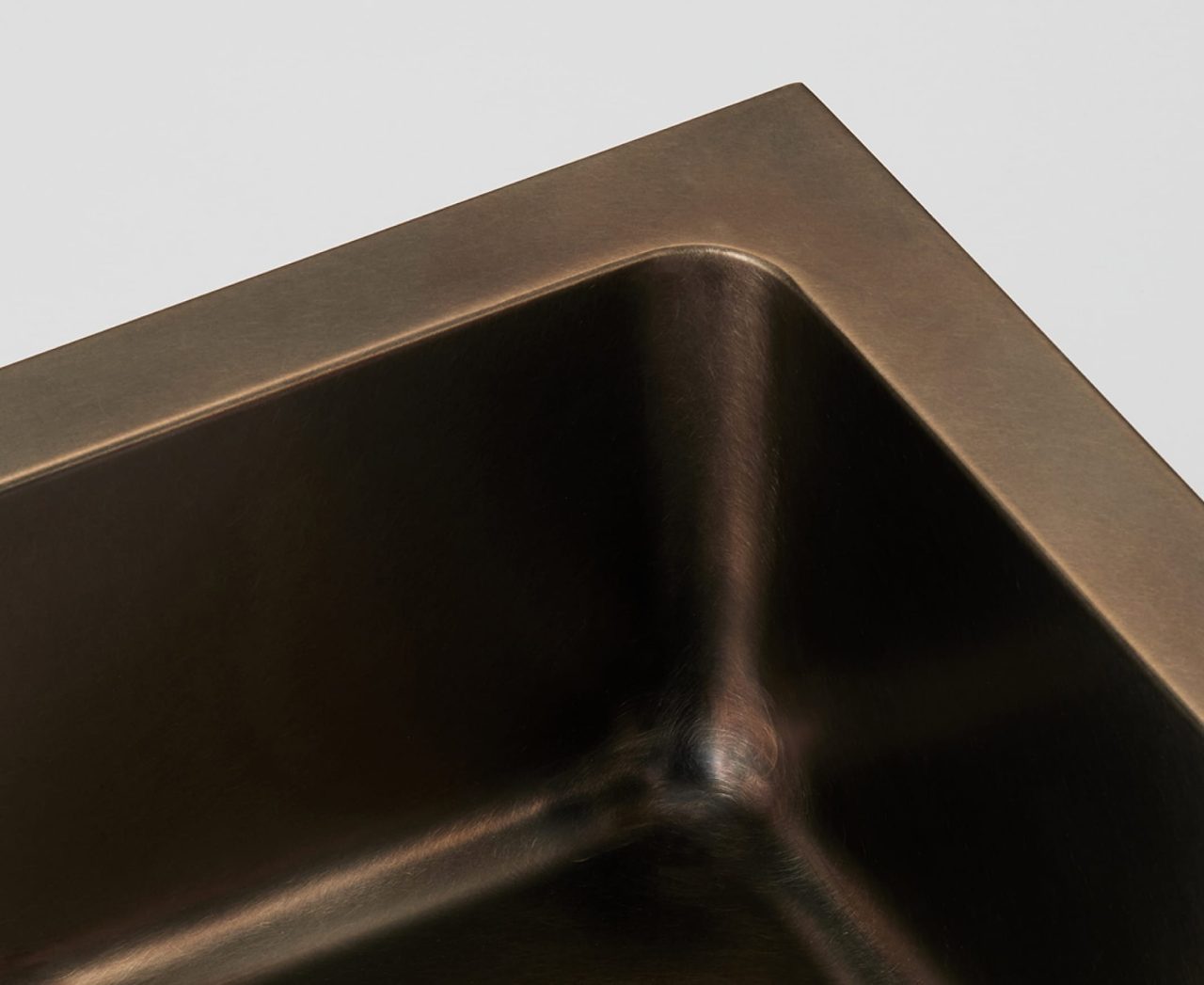
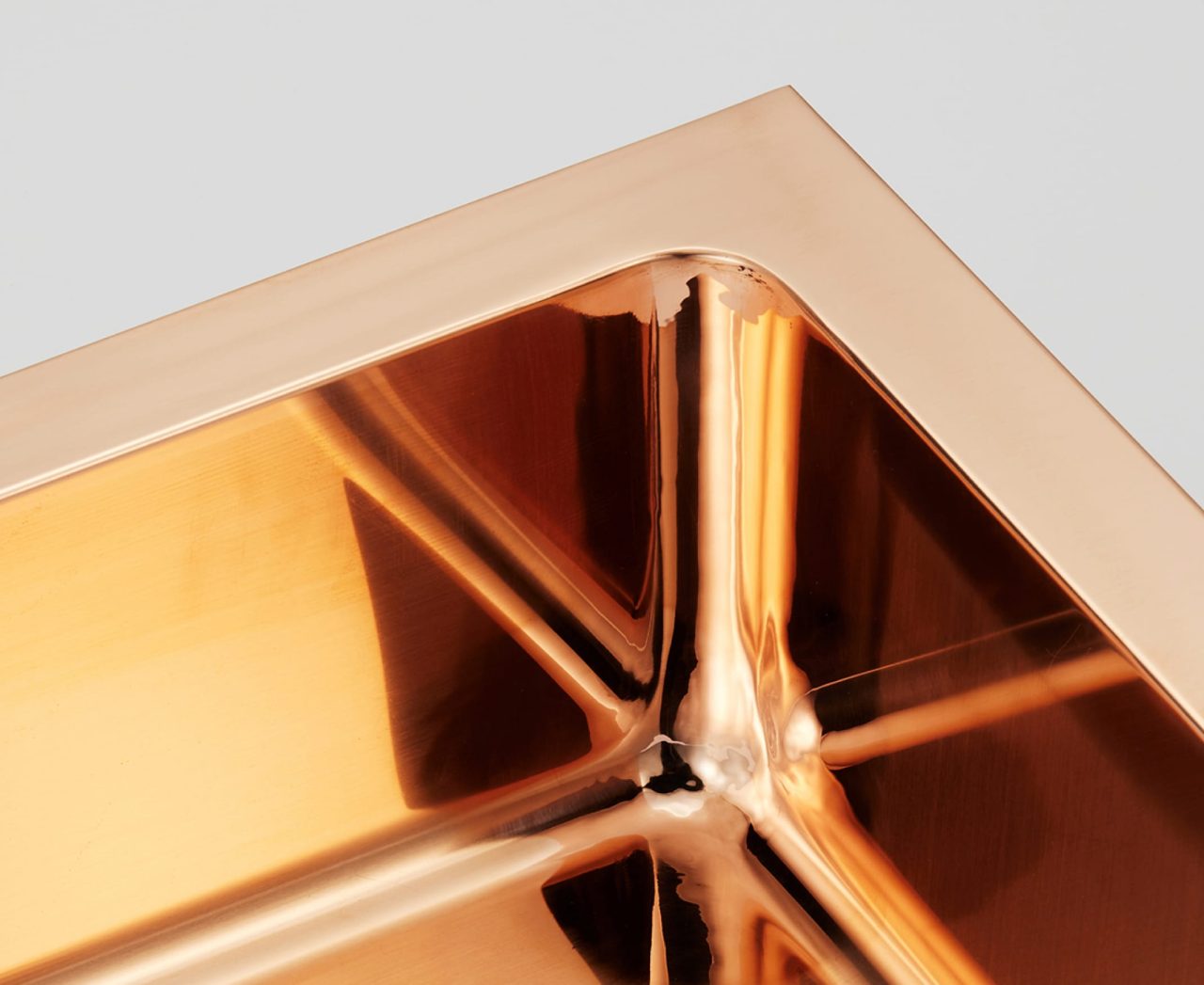
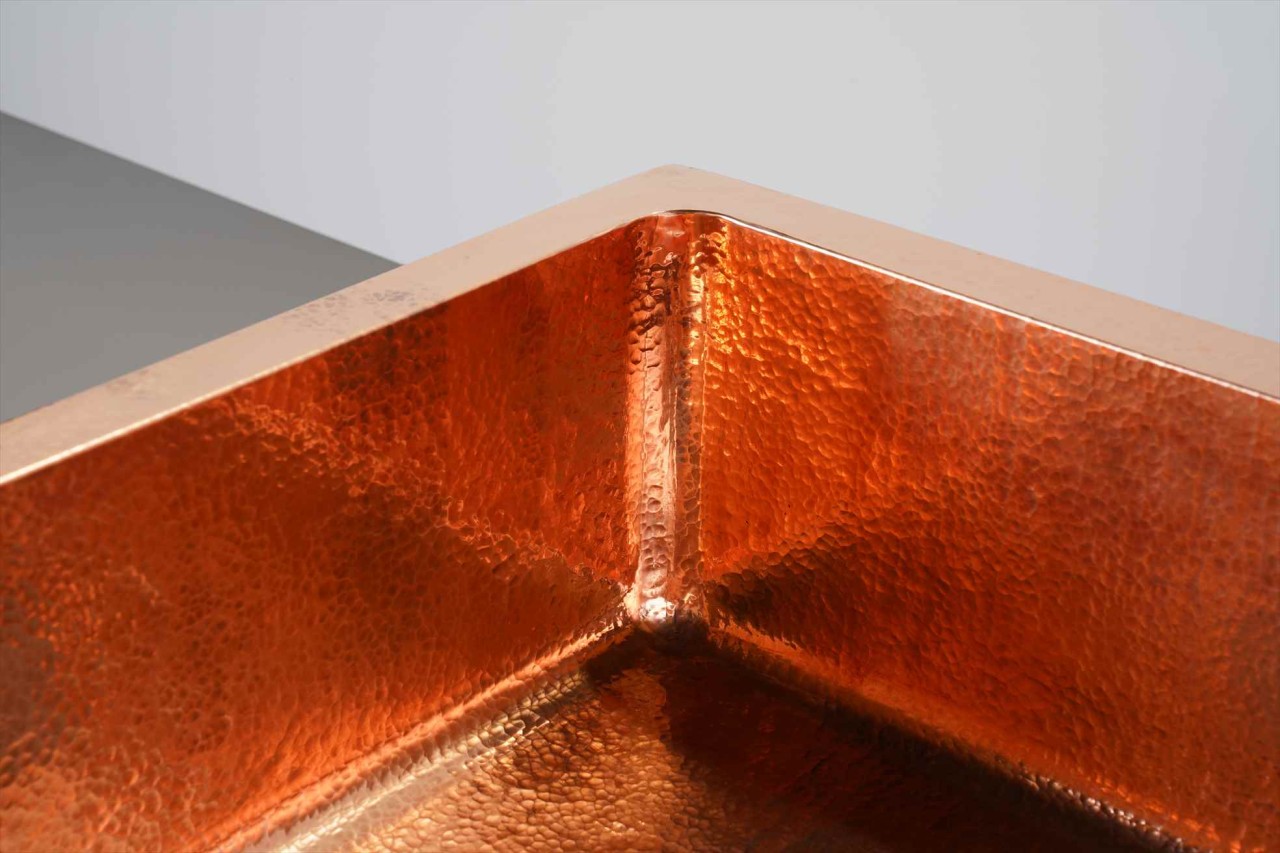
素材 Materials




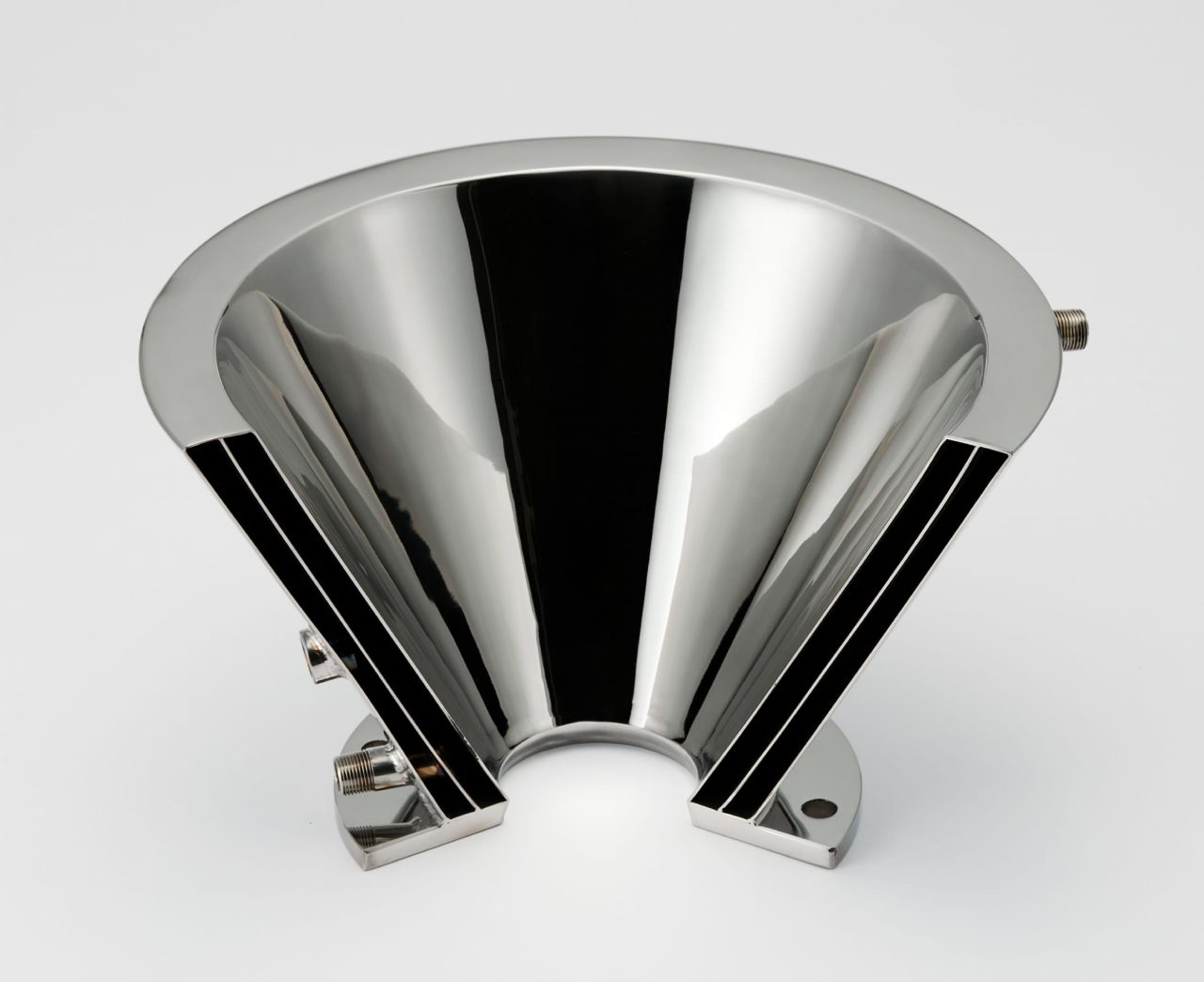
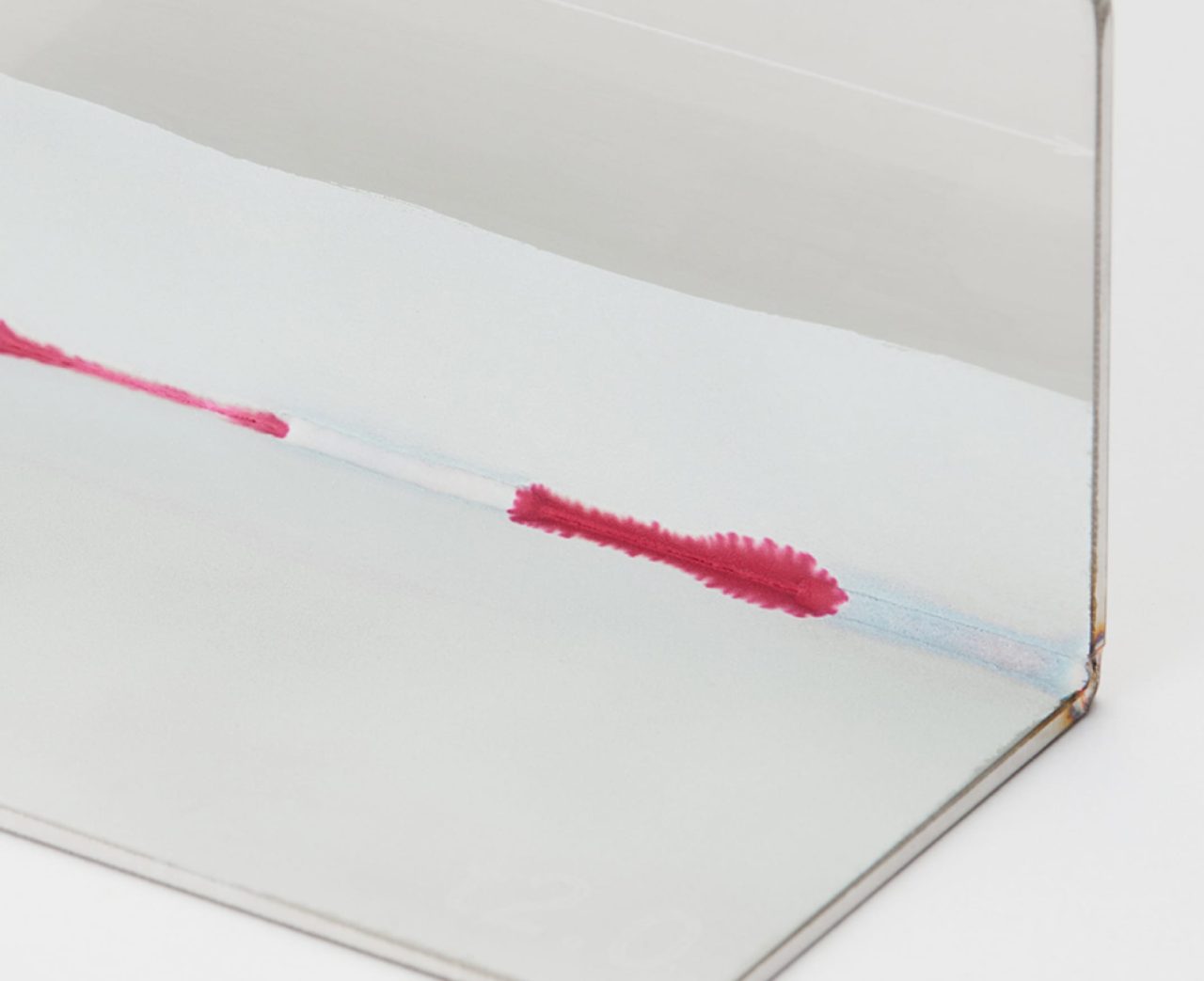
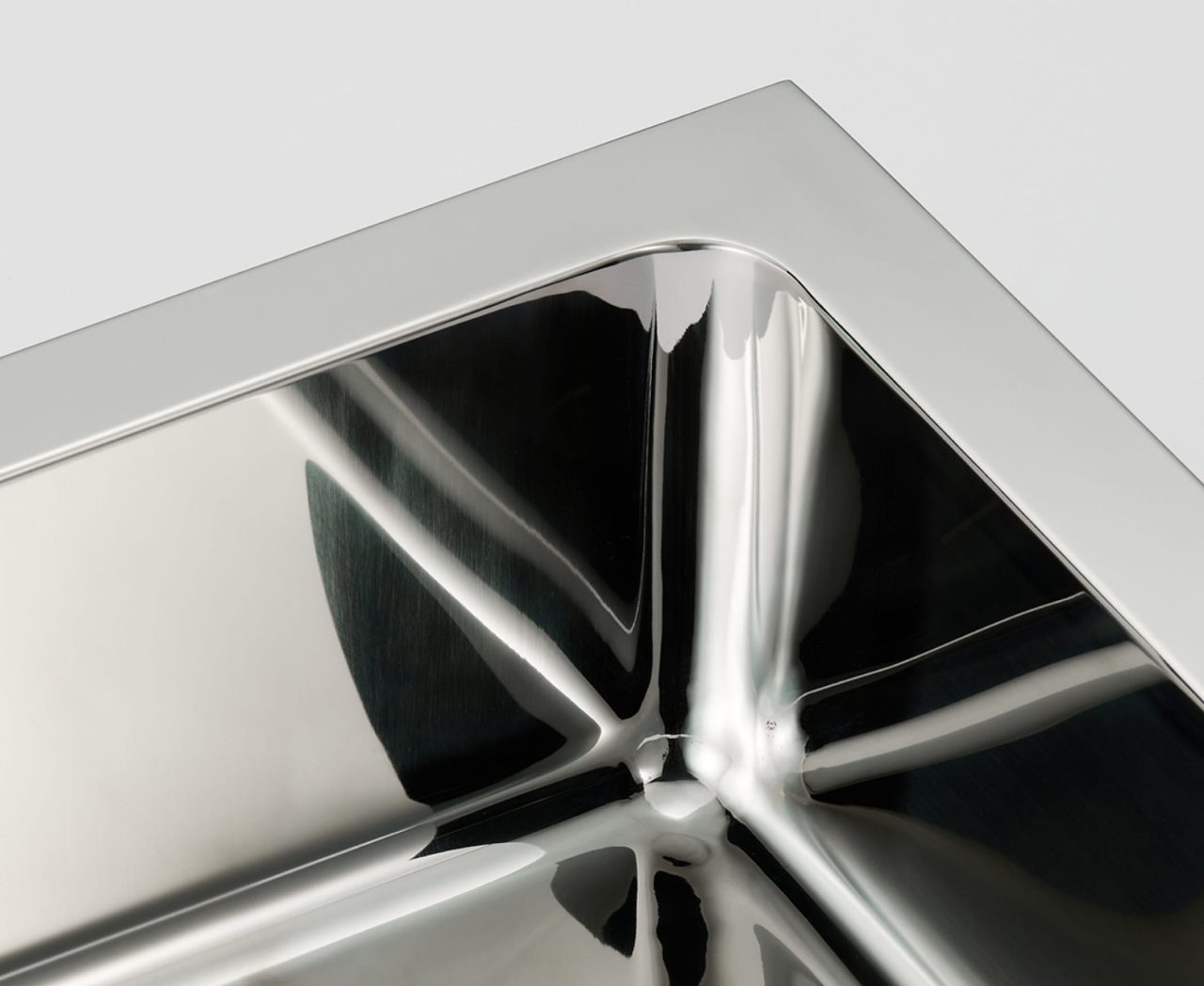
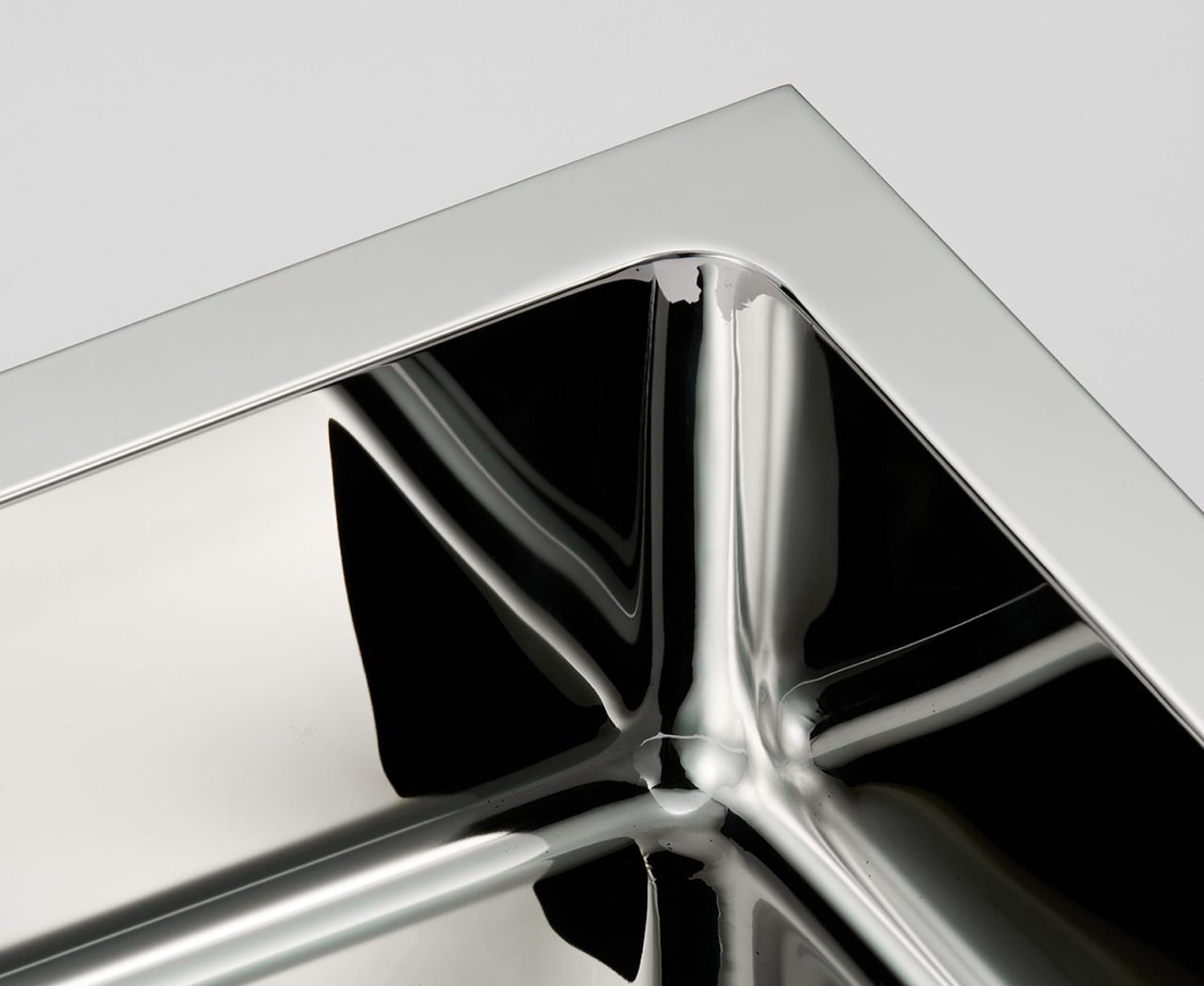
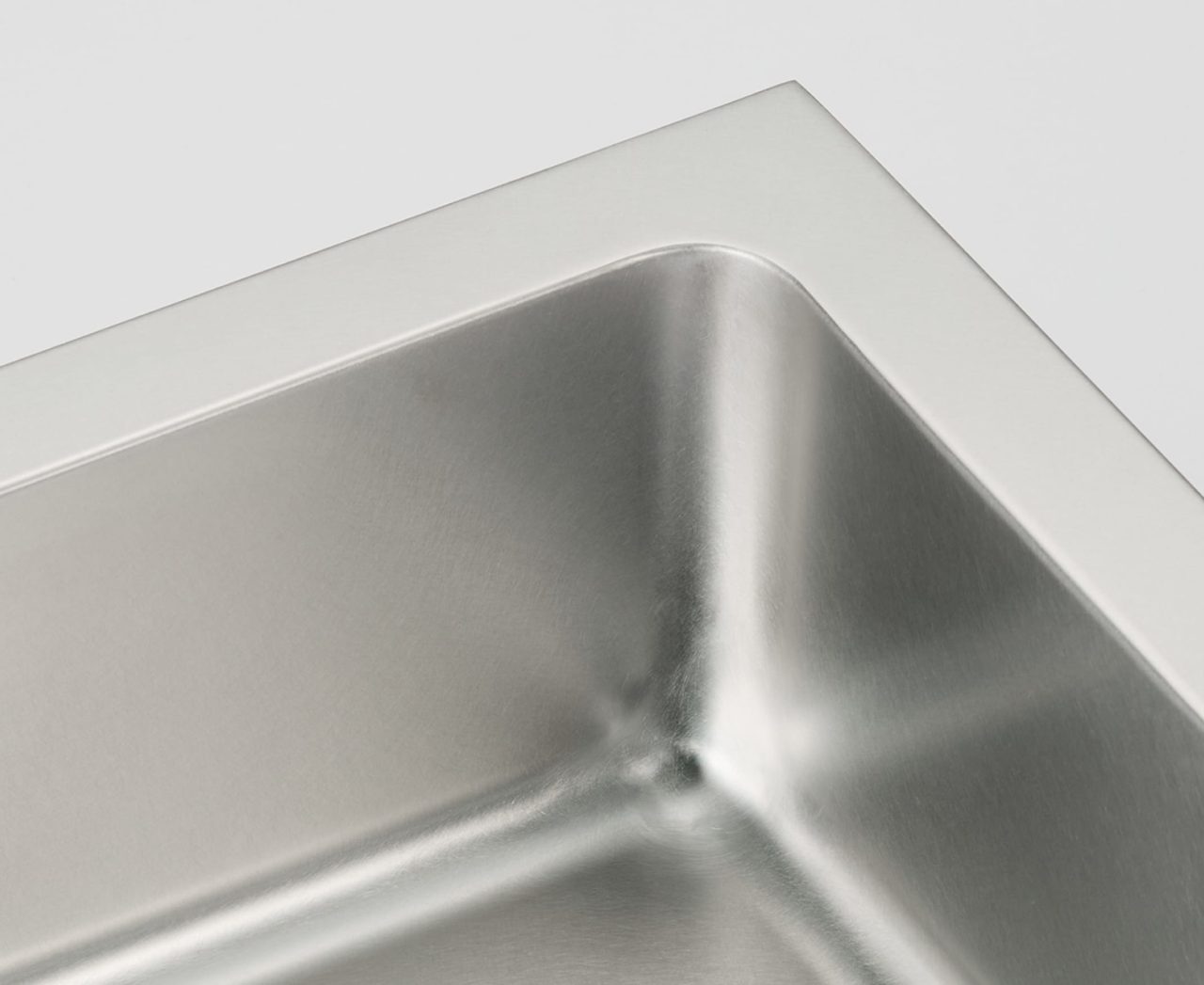
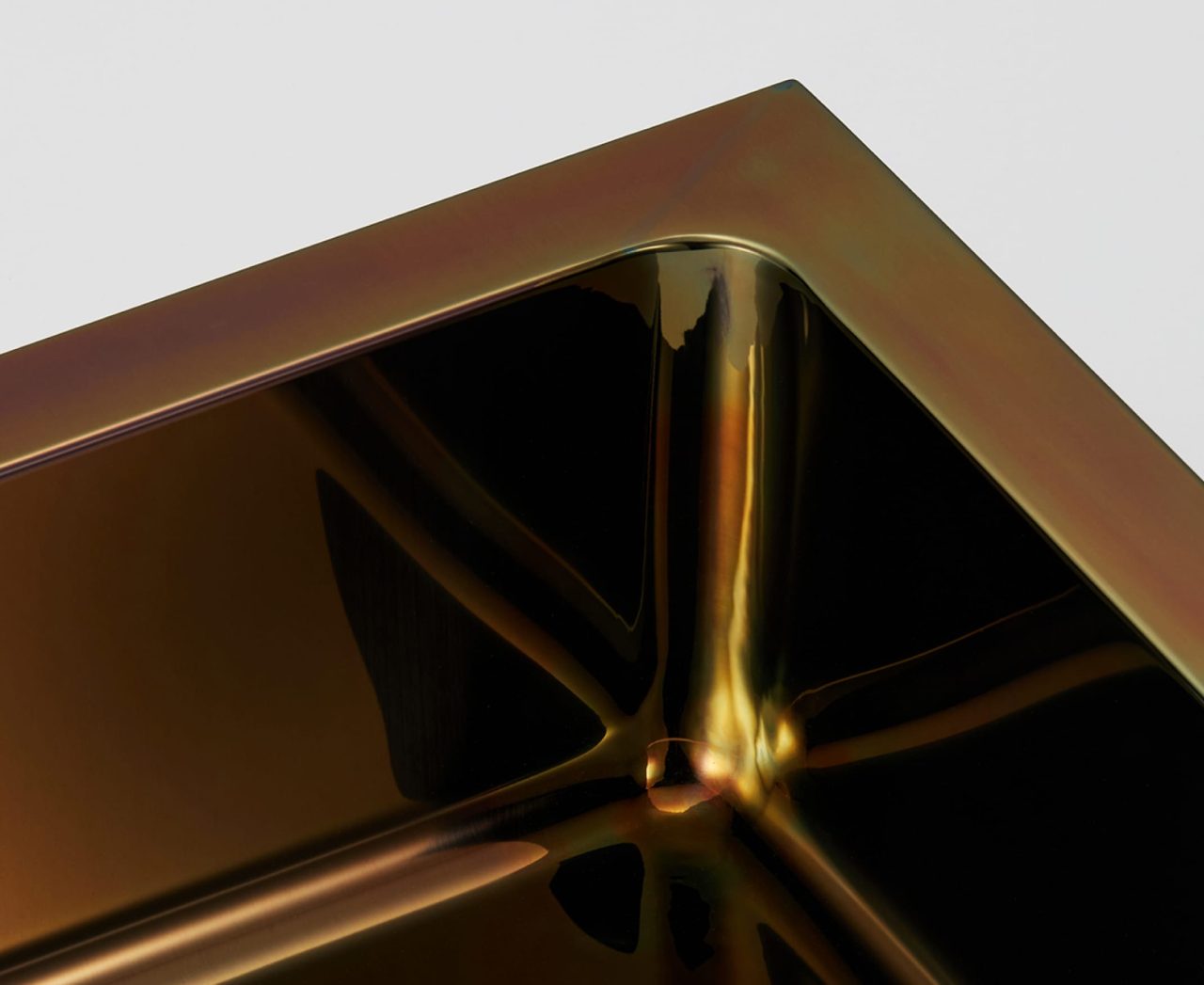
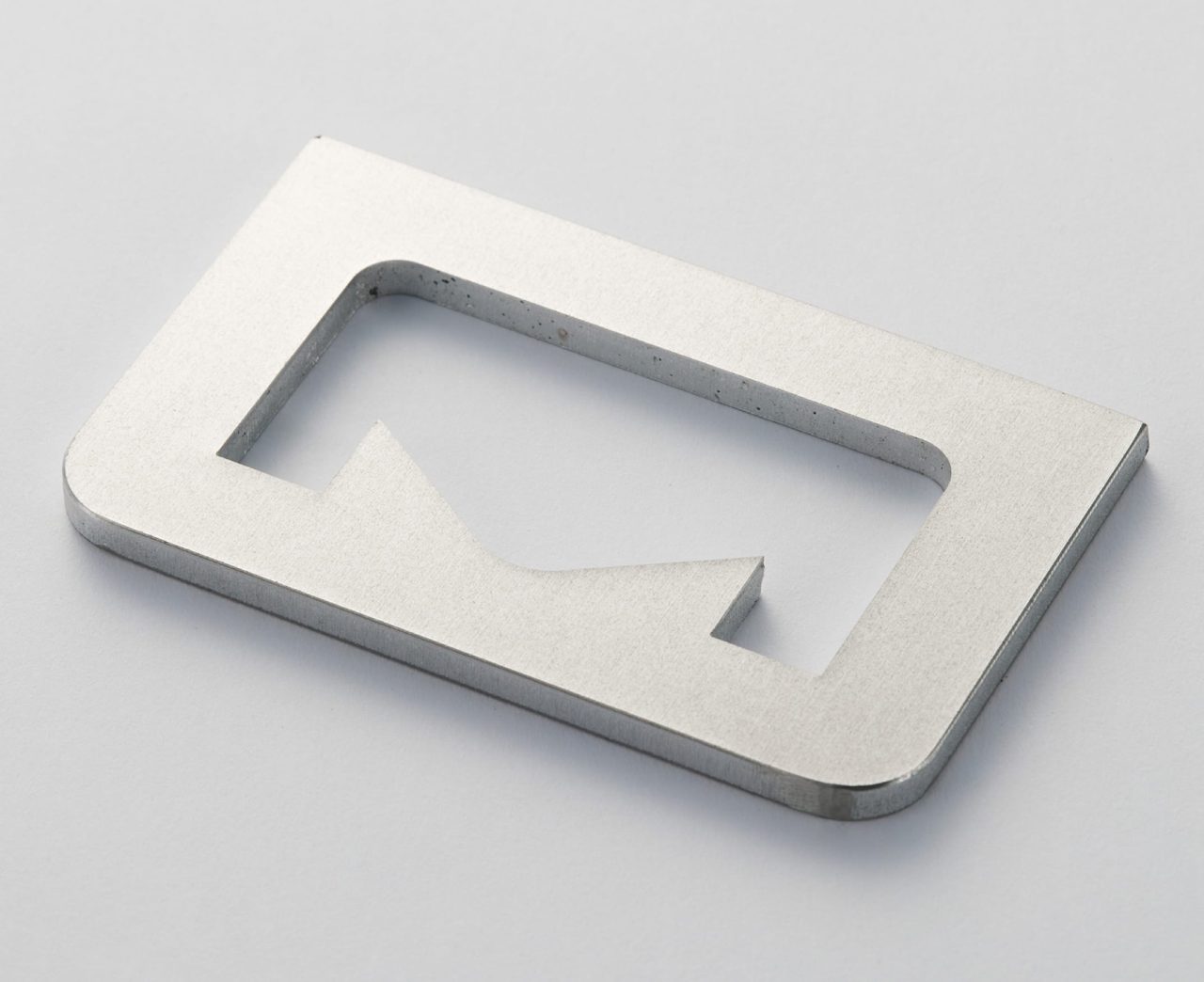
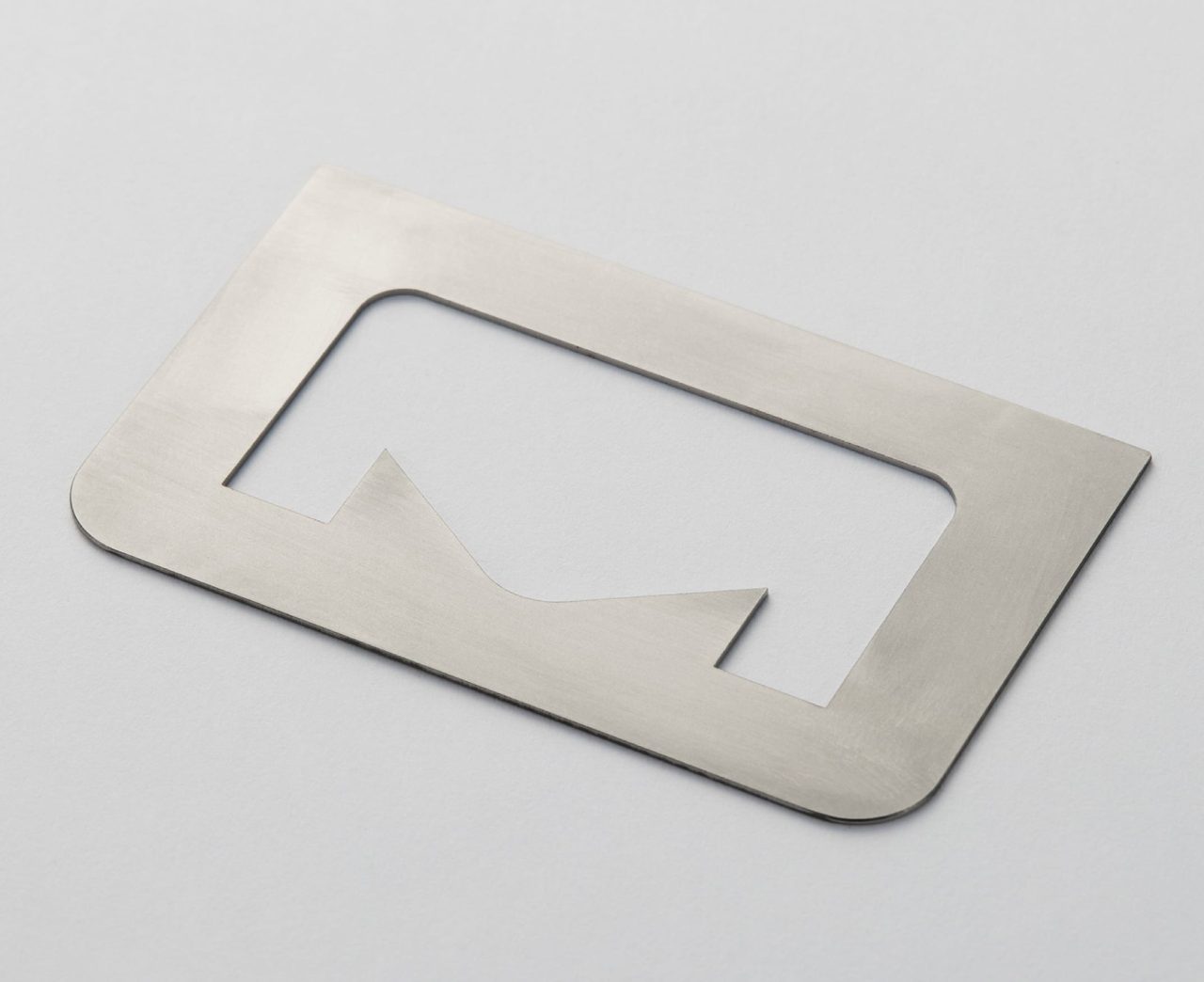
表面仕上 Surface Finishes
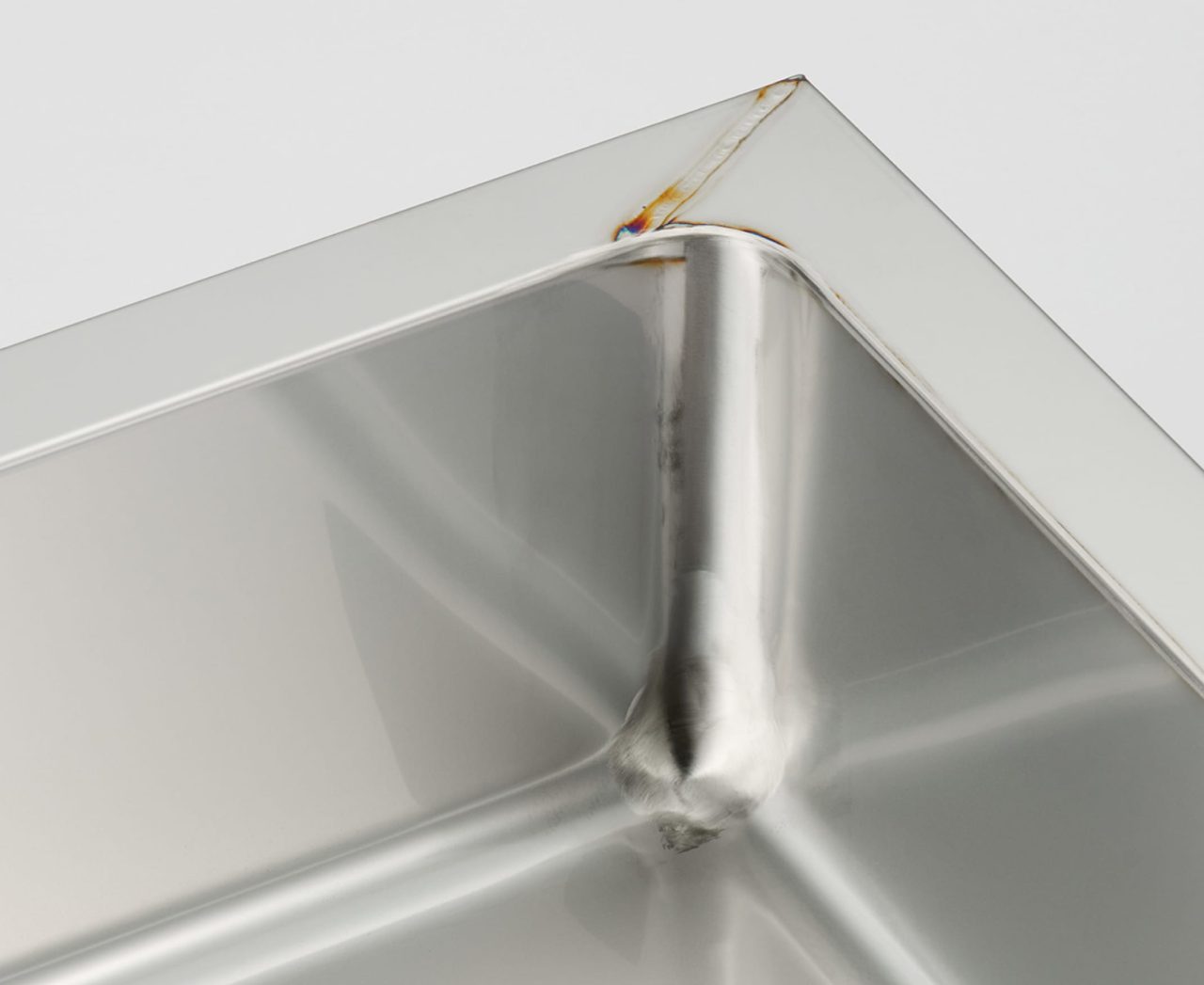



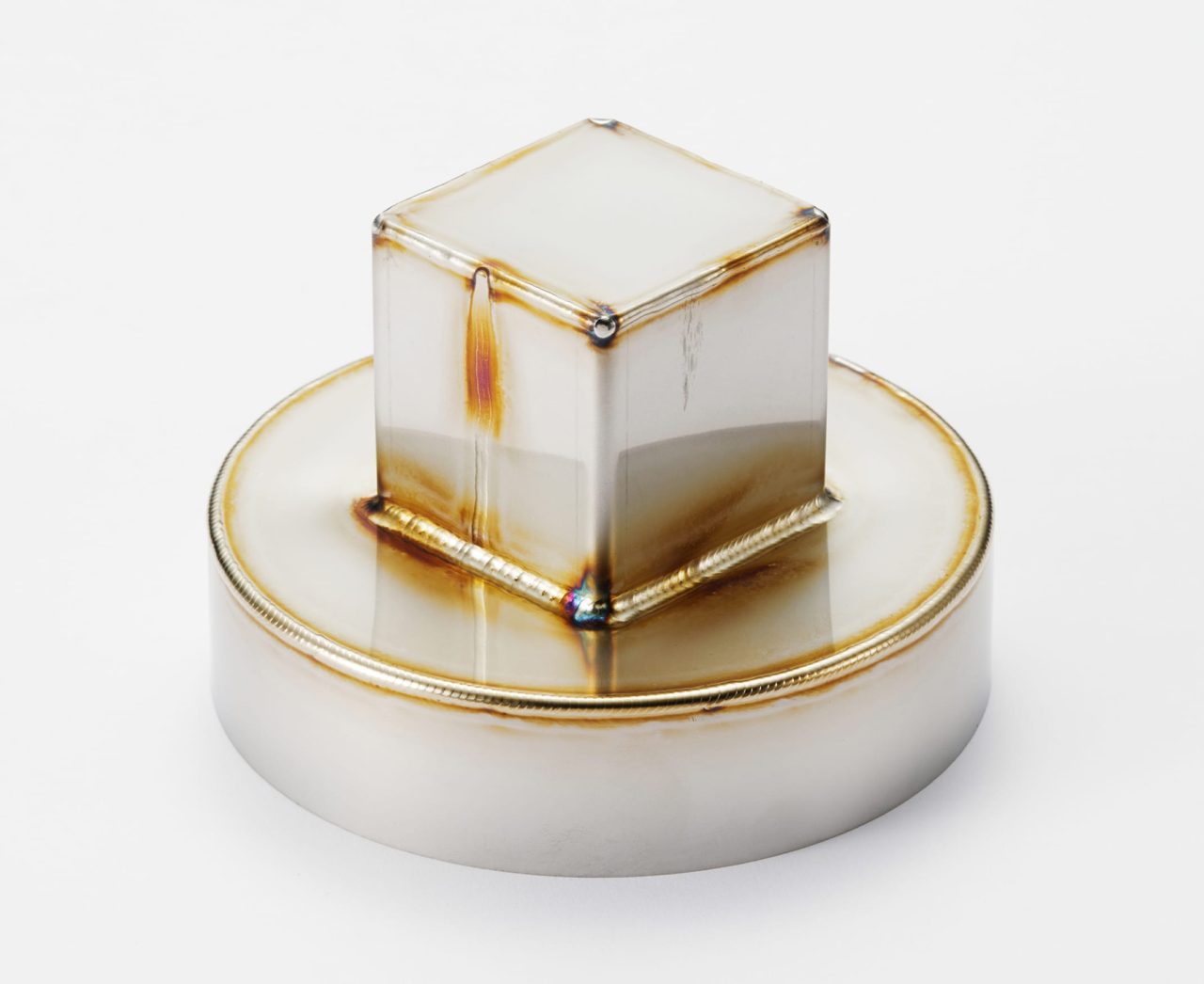
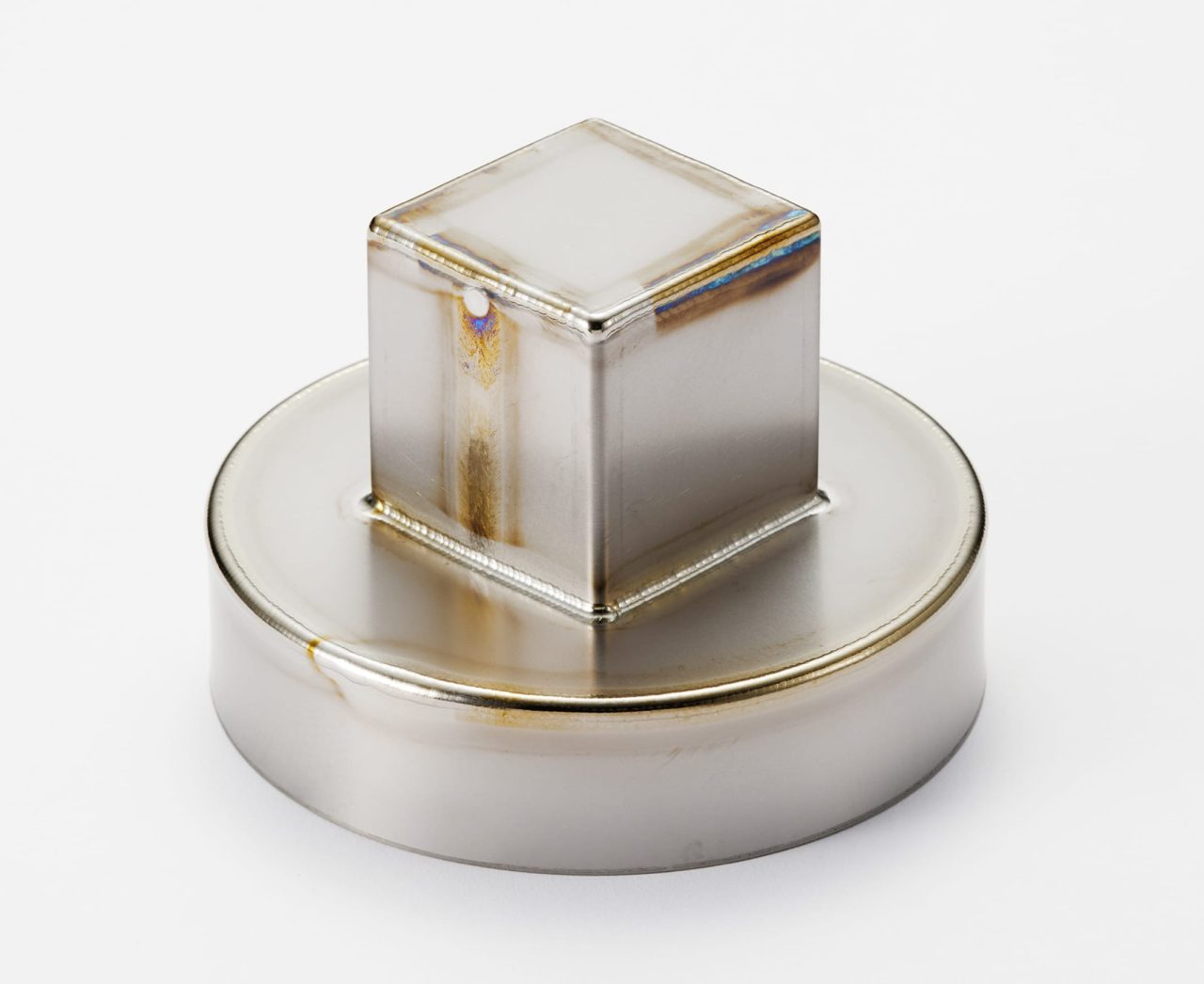
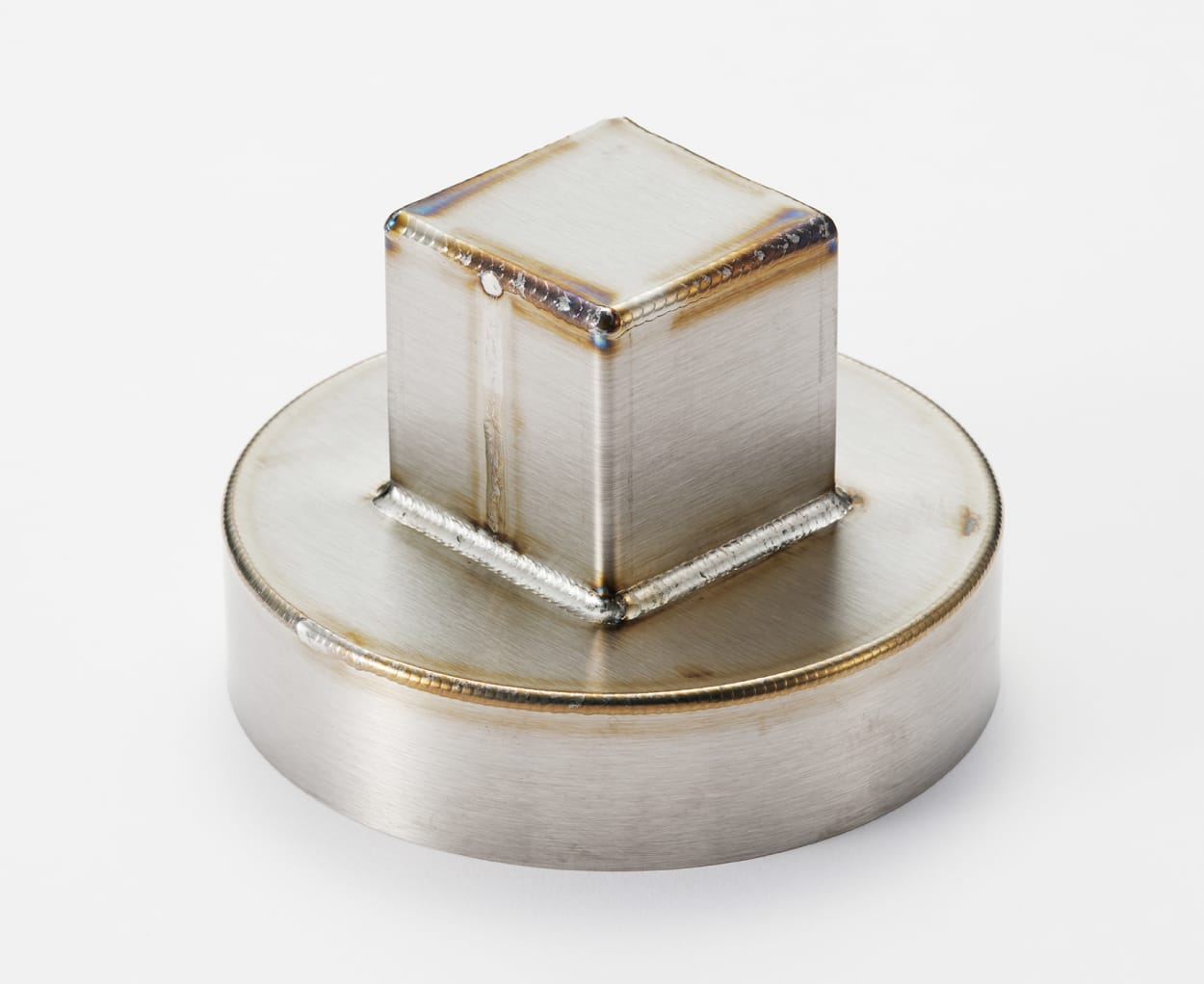
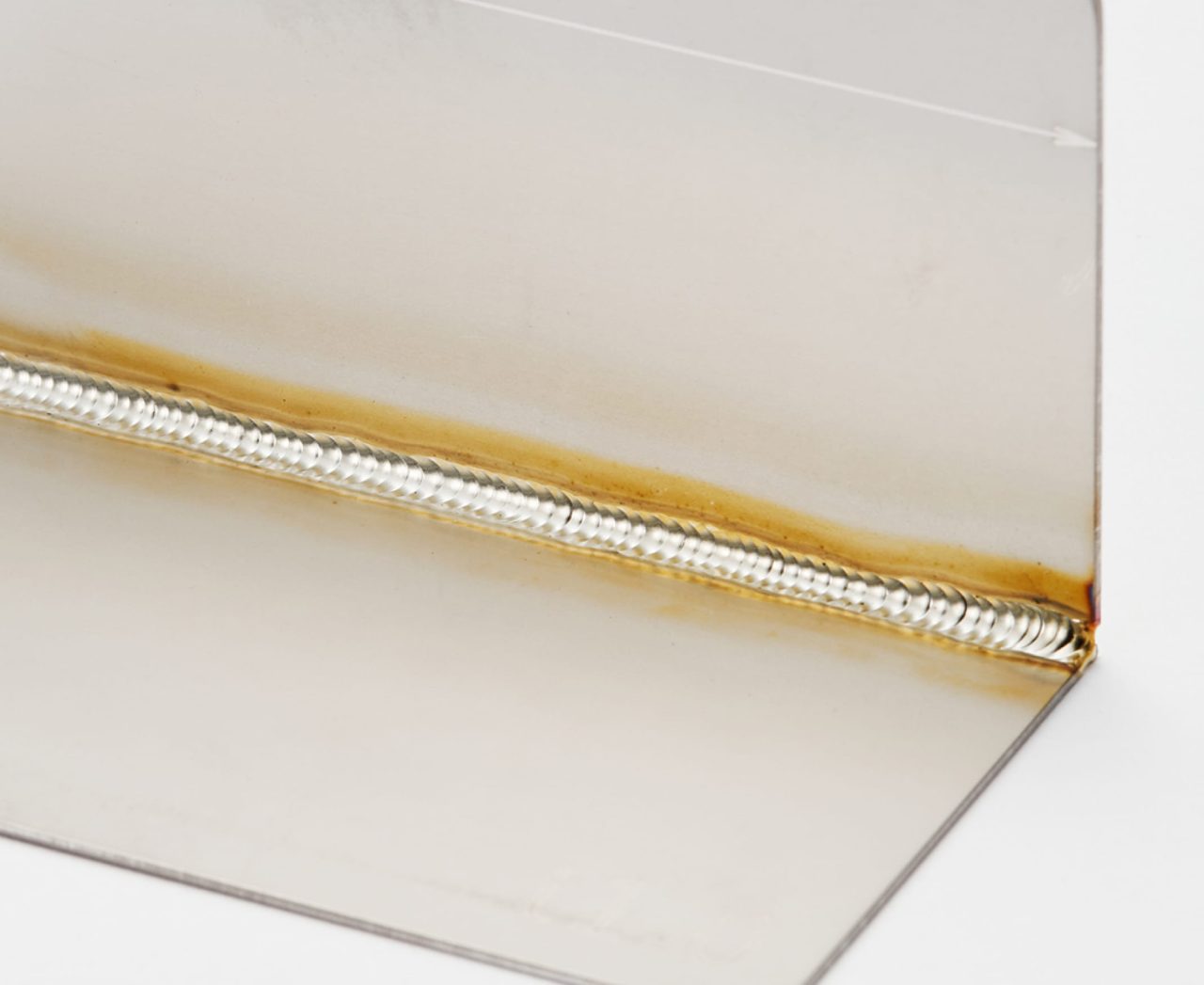
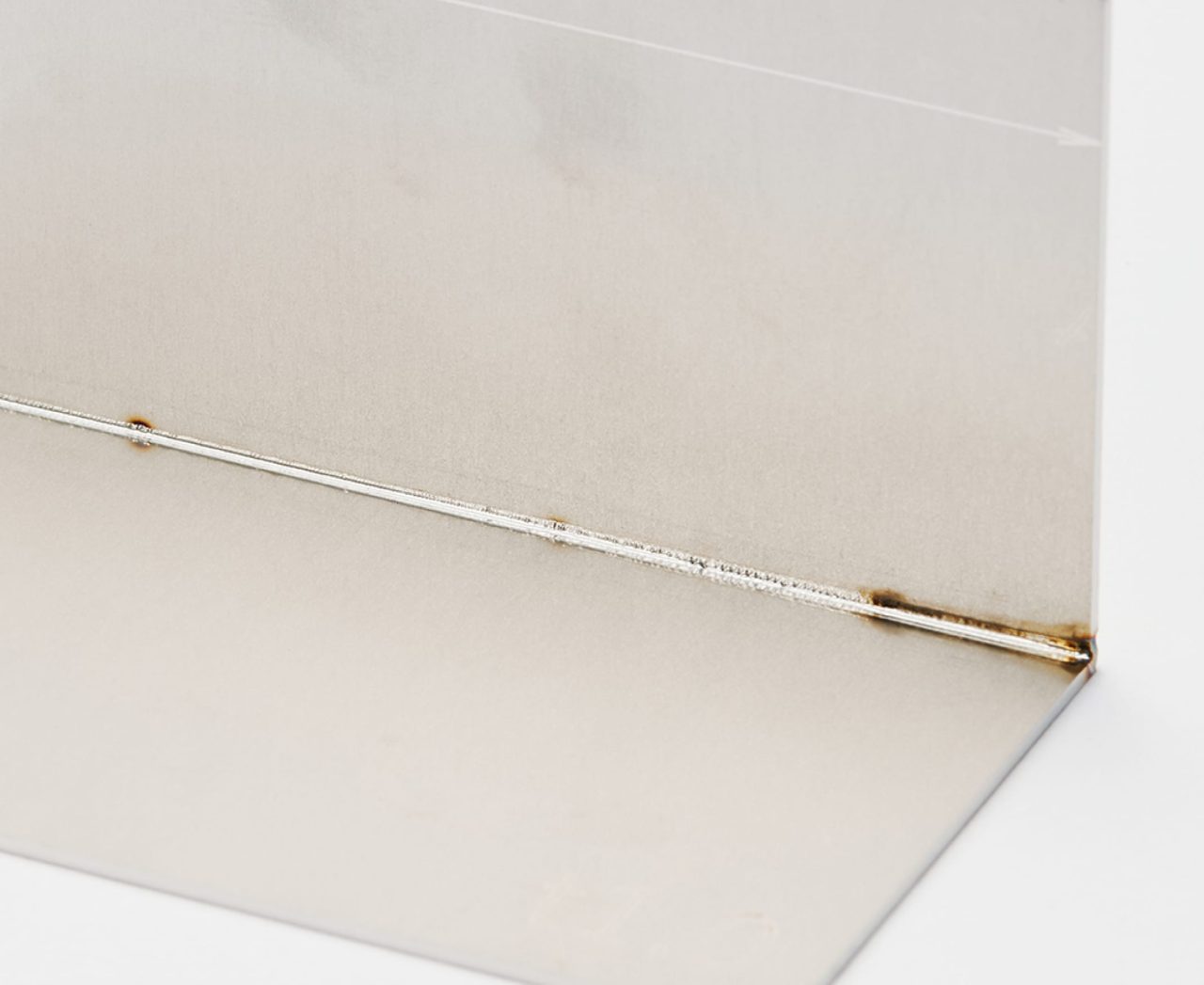
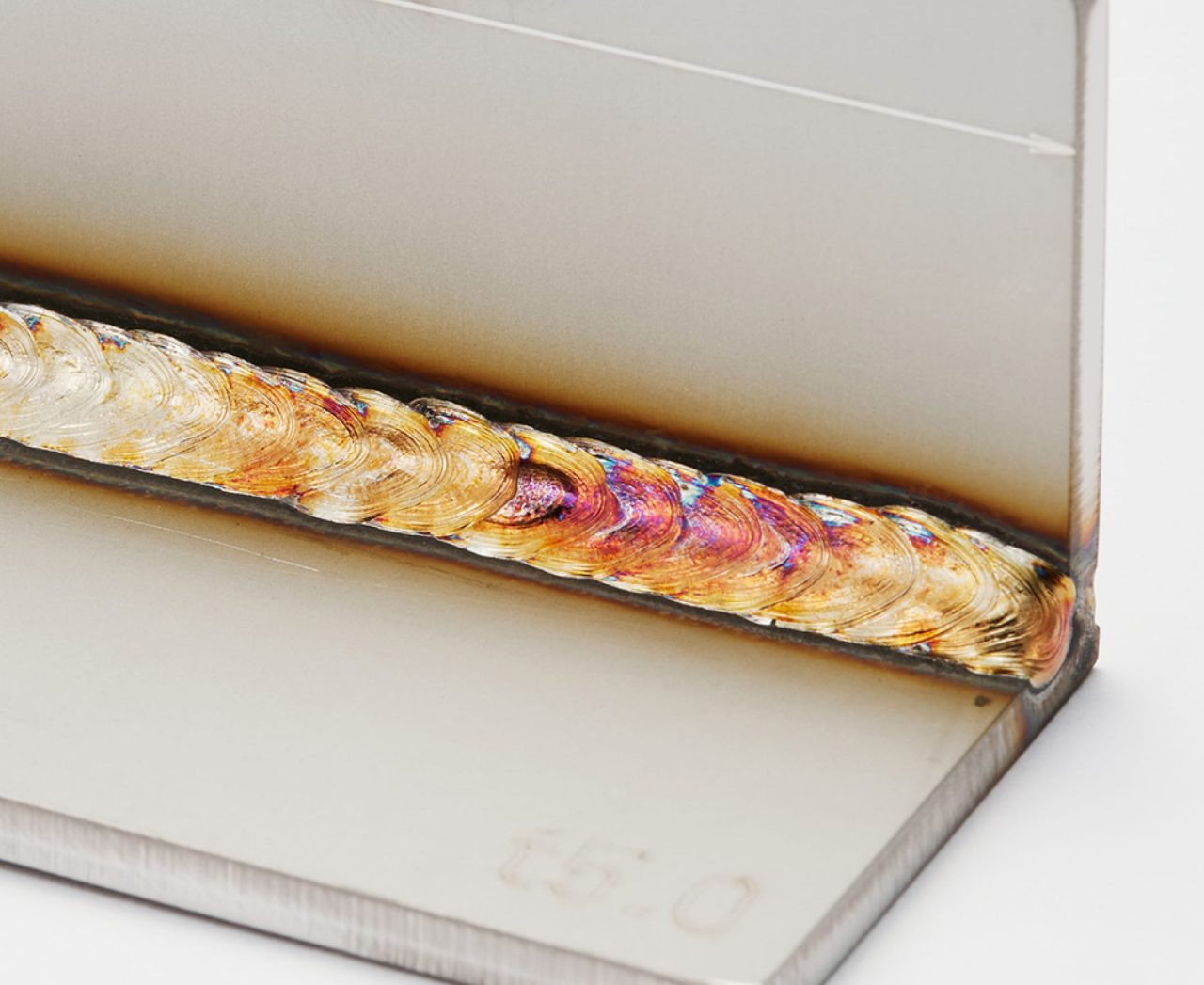
溶接 Welding




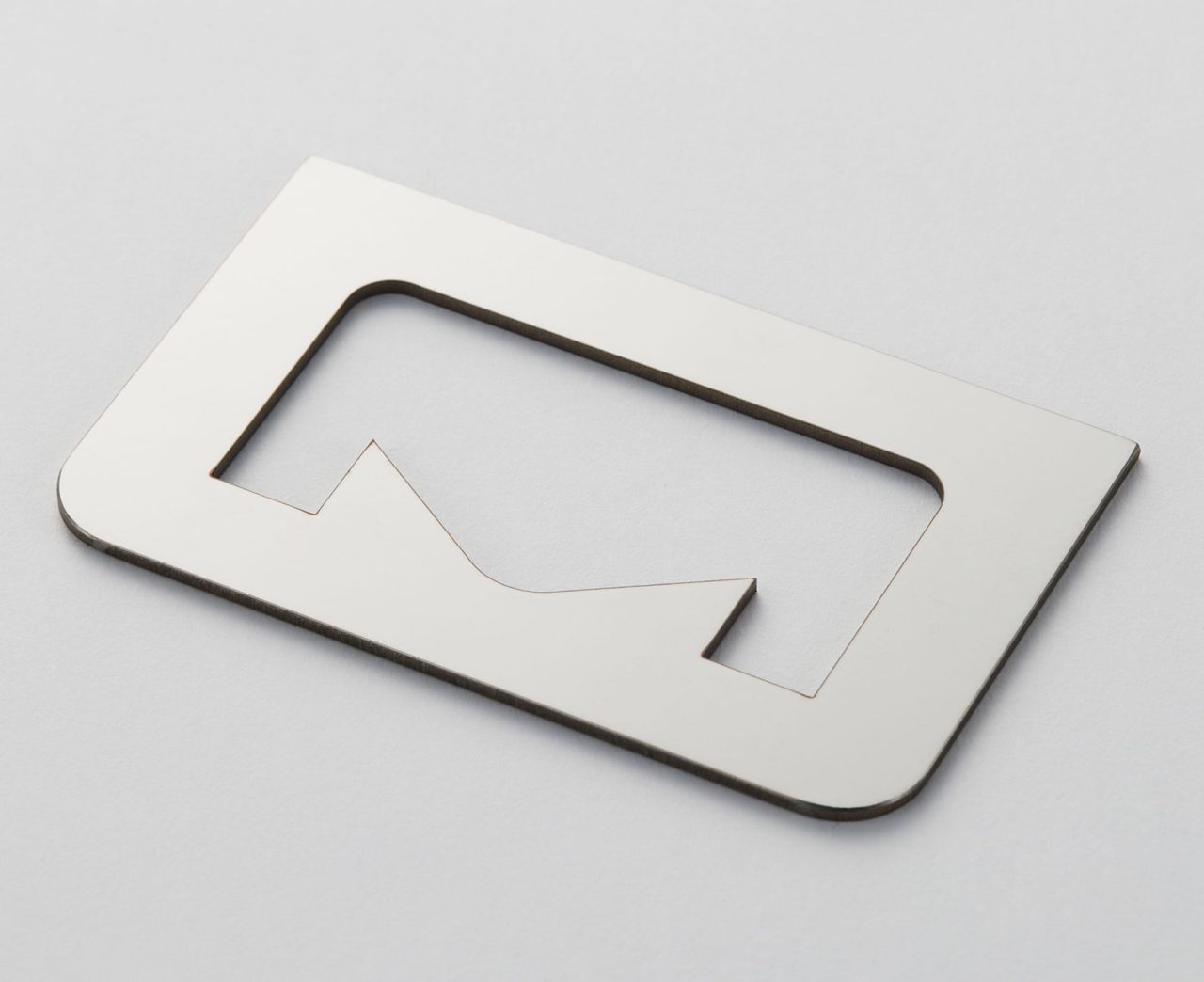
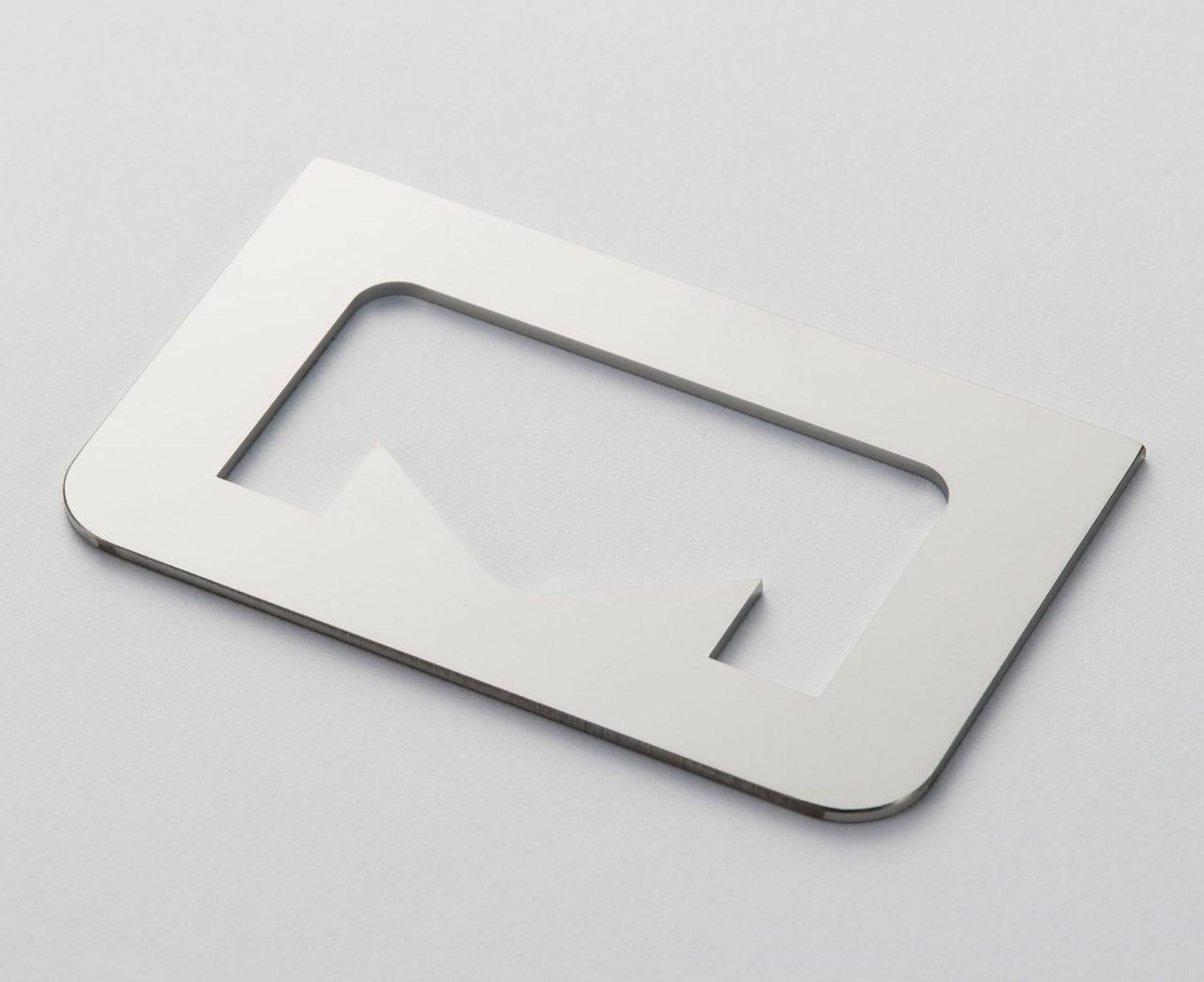
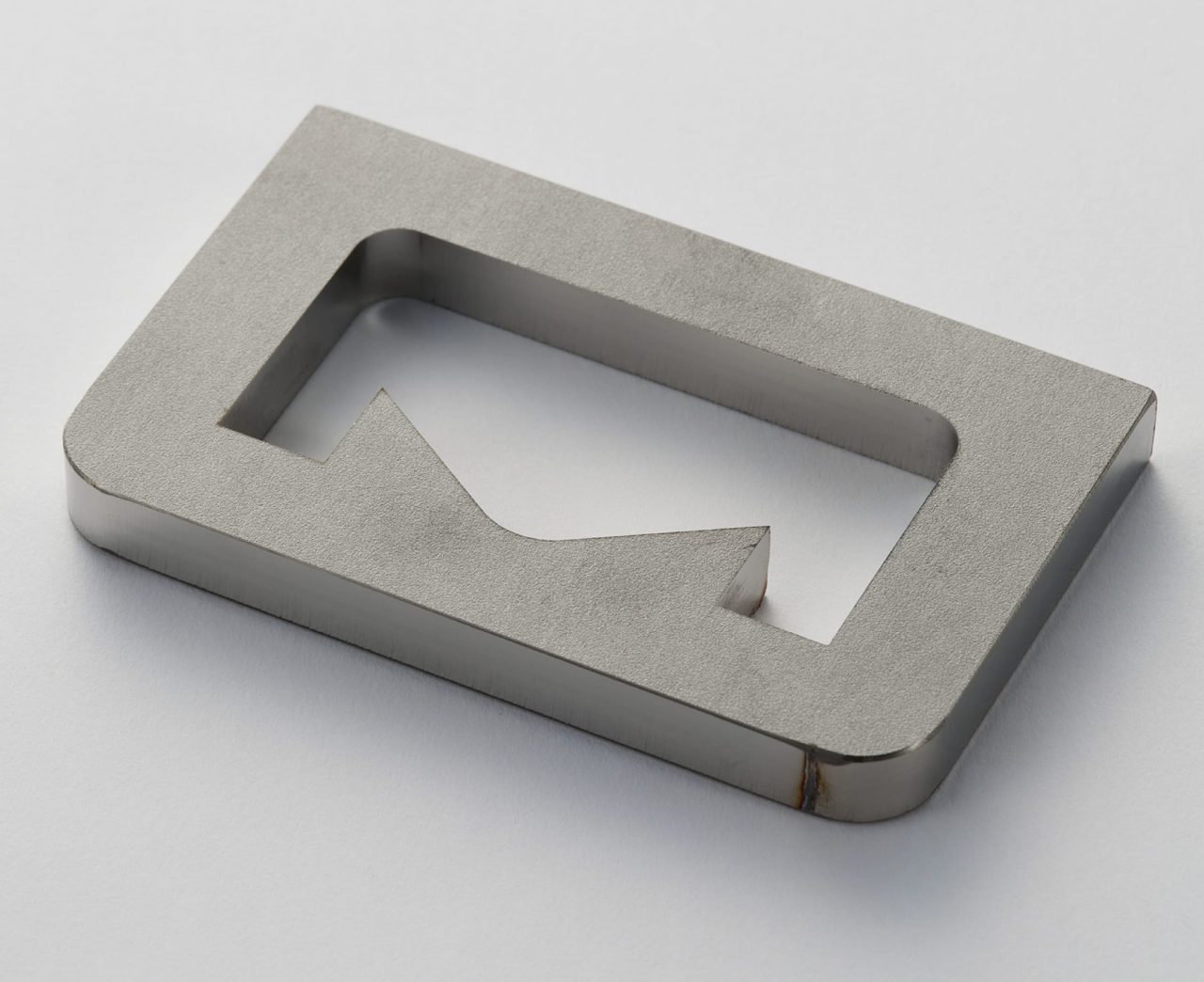
抜き Blanking / Punching

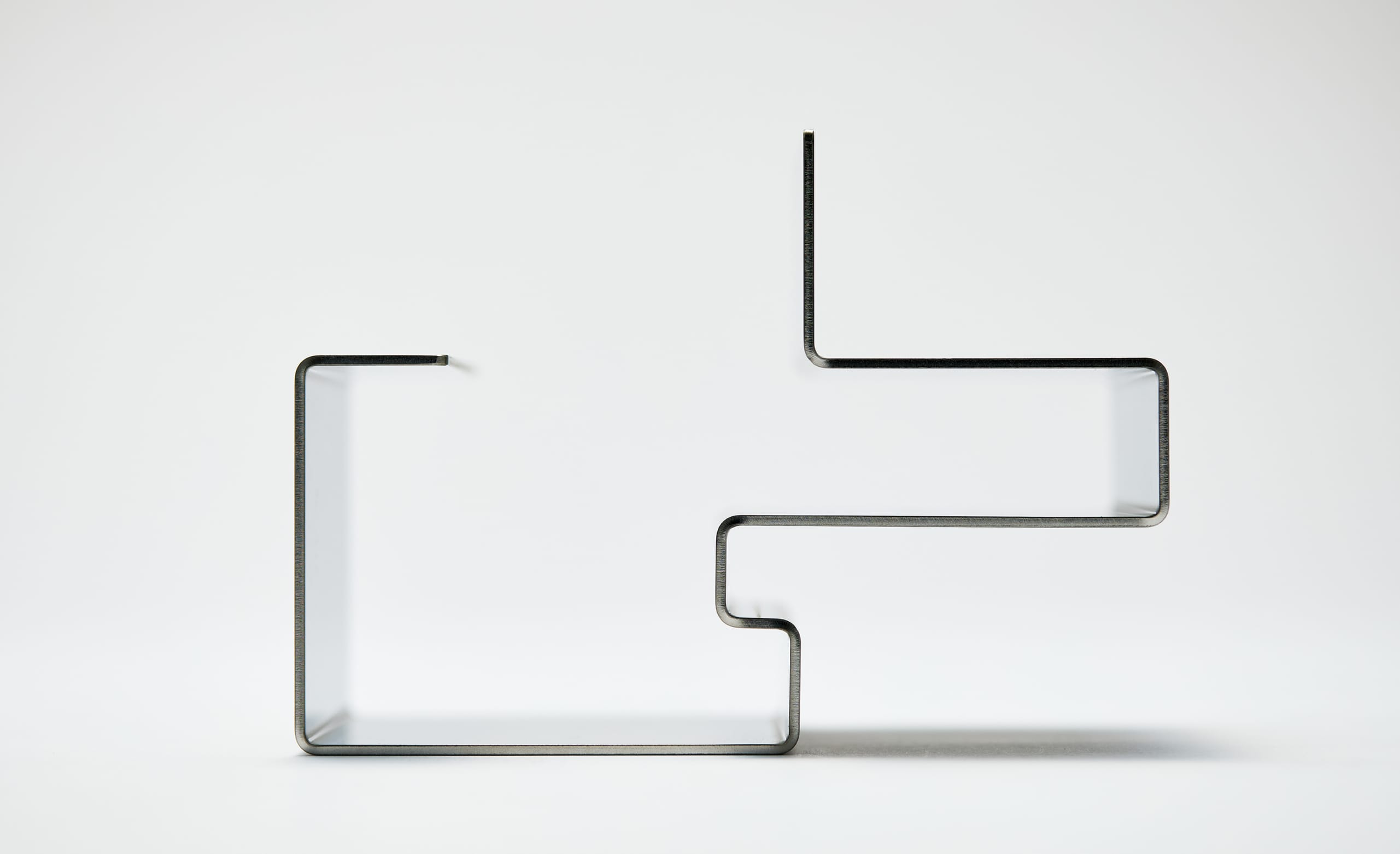
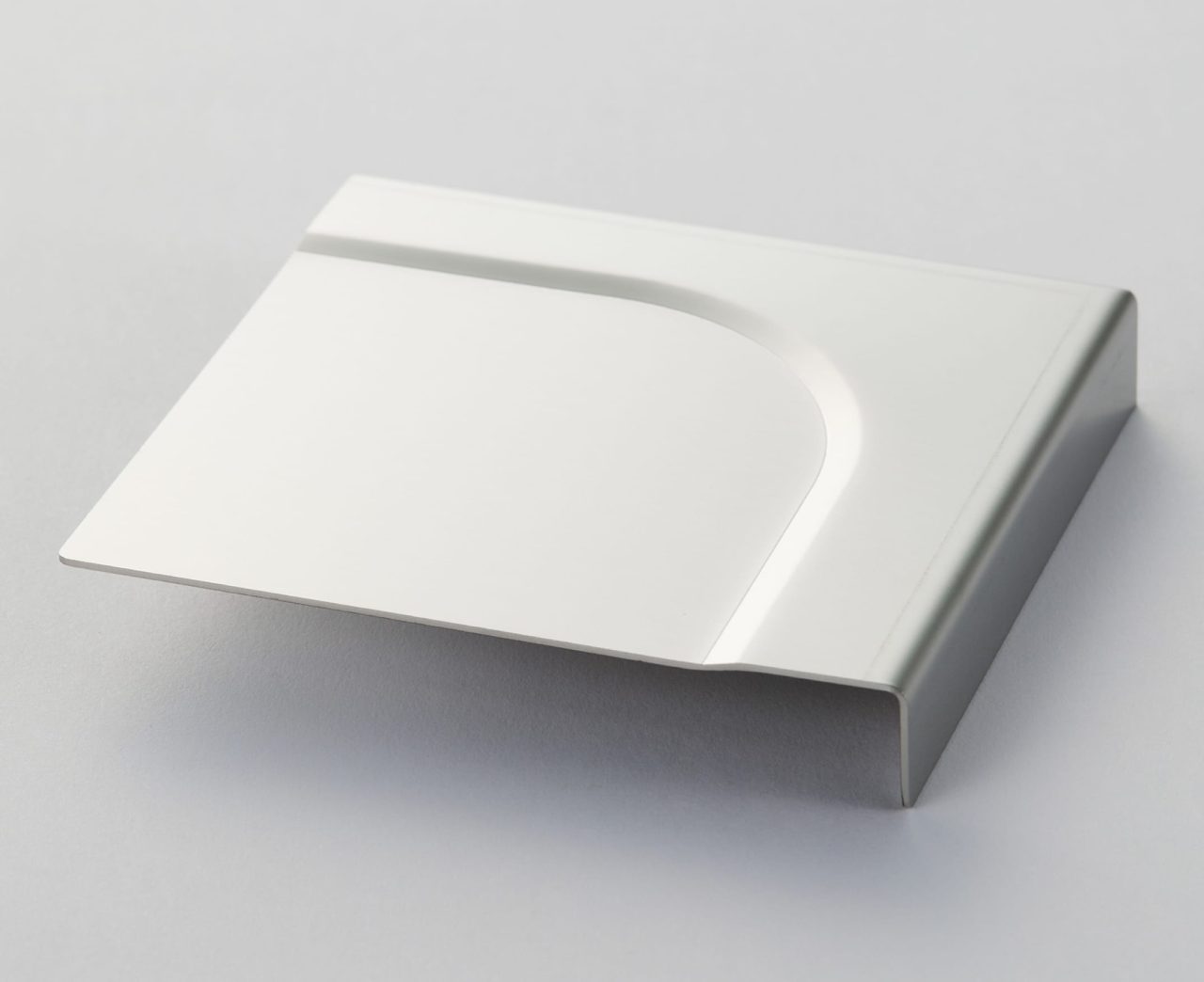
曲げ Bending



加工・検査 Other Processing / Testing